
Humanoid Pilot Challenges: Fixing Integration & Power Issues
Humanoid Robot Pilot Challenges: 5 Critical Barriers to 24/7 Production in US Manufacturing

Key Takeaway
Humanoid robot pilot challenges center on battery runtime, gripper failures, network latency, navigation drift, and MES integration.
- Hot-swappable batteries extend 4-hour runtime to full shifts
- Force-torque recalibration fixes novel object handling failures
- 5G private networks solve metal-dense factory connectivity
Last updated: 26 January 2026
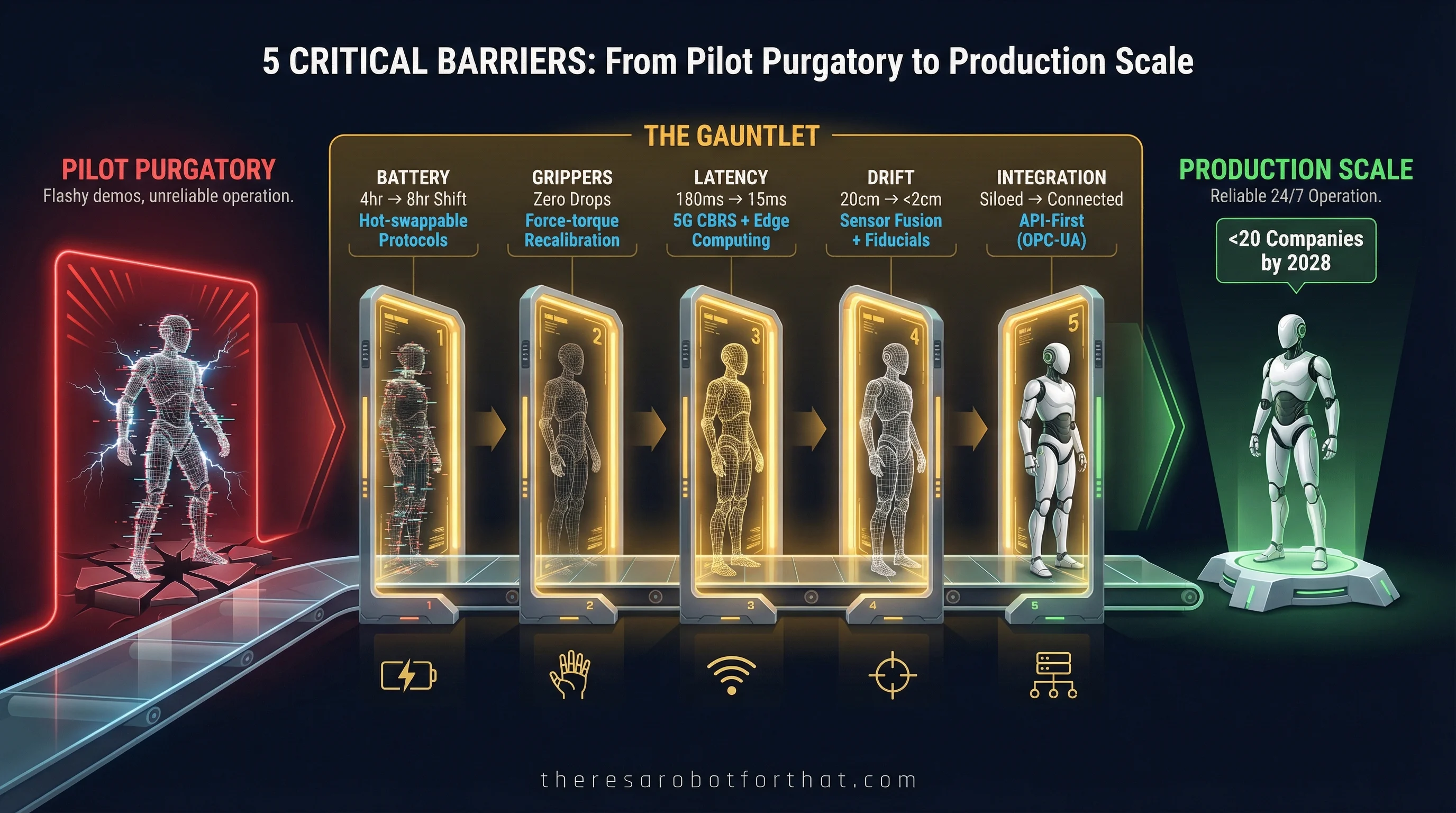
Humanoid robot pilots in US manufacturing fail to scale due to five technical barriers:
- Battery range anxiety - 4-hour runtime doesn't cover 8-hour shifts
- Gripper calibration failures - Force-torque sensors drift, dropping novel objects
- Wi-Fi latency - Metal-dense factories cause >180ms delays, missing real-time manipulation
- SLAM navigation drift - Robots drift 20cm off-course after 100 meters in dusty environments
- Legacy MES integration - Robots can't communicate with Rockwell FactoryTalk, Siemens Opcenter, SAP MES
Tactical solutions: Hot-swappable battery protocols extend runtime to full shifts. Force-torque recalibration fixes gripper failures. 5G private networks using FCC CBRS band (3.5 GHz) solve latency. Fiducial markers prevent SLAM drift. OPC-UA and REST APIs bridge IT/OT systems.
According to Gartner analysis published in January 2026, fewer than 20 companies will scale humanoid robots to production by 2028. Most stall at pilot scale.
The International Federation of Robotics reports that humanoids must prove reliability and efficiency in 2026. The global industrial robot market reaches $16.7 billion.
This article is for robotics engineers and maintenance leads managing active humanoid pilots. You're past the "should we?" phase. You're deep in the "how do we make this work?" phase. You'll learn five tactical protocols to move from pilot to production.
Challenge 1: Battery Range Anxiety in 8-Hour Shifts
According to Figure AI's F.03 battery development specifications, humanoid robots typically operate for 2-5 hours per charge. The F.03's 2.3 kWh battery enables 5 hours at peak performance. Industrial manufacturing scenarios demand 8-20 hour continuous operation. This creates a "battery range anxiety" problem that requires hot-swappable battery protocols and strategic charging station placement.
Industry reports indicate typical humanoid runtime spans 1.5-4 hours per charge. A robot handling totes at Amazon runs out of power mid-shift. Production stops. The robot returns to a charging station. Workers wait 45 minutes for a full recharge cycle.
Battery Specifications Across Major Platforms
| Platform | Battery Capacity | Runtime | Charging Time | Hot-Swap Capability |
|---|---|---|---|---|
| Figure F.03 | 2.3 kWh | 5 hours peak | 2 kW fast-charge | Under development |
| Agility Digit | Proprietary | 4 hours typical | 45-60 minutes | No |
| UBTech Walker S2 | Proprietary | 3-4 hours | 3-minute swap | Yes |
The UBTech Walker S2 demonstrates autonomous battery swap capability in 3 minutes. The robot docks at a charging station. Mechanical arms remove the depleted battery. Fresh battery slots in. The robot returns to work. Total downtime: 180 seconds.
Solution: Hot-Swappable Battery Protocols
Hot-swappable battery design eliminates charging downtime. Design battery packs with quick-release mechanisms. Train maintenance staff on 5-minute manual swap procedures. Deploy autonomous swap stations where facility layout permits. Budget $15,000-$25,000 per swap station for mid-size facilities.
Staggered deployment schedules match battery capacity to shift requirements. Deploy Robot A for hours 1-4 of an 8-hour shift. Robot B takes over at hour 4. Robot A charges during hours 5-8. This requires 2x robot count but maintains continuous coverage.
Strategic charging station placement reduces travel time to recharge points. Place stations within 50 meters of primary work zones. A robot traveling 100 meters to charge wastes 3-4 minutes per cycle. Multiply that by 2-3 charge cycles per shift. You lose 10-12 minutes of productive time daily.
Power Infrastructure Requirements for US Facilities
US facilities require 208V 3-phase power for industrial fast charging. The Figure F.03 uses 2 kW fast-charging with active cooling. That's 9.6 amps at 208V. A facility deploying 10 robots needs dedicated 100-amp service for the charging zone. Consult with electrical contractors before pilot launch.
Existing 120V outlets won't support fast charging. Slow charging extends downtime from 45 minutes to 4-6 hours. That eliminates the possibility of mid-shift recharges.
Task Intensity Profiling
High-power manipulation tasks drain batteries faster than low-power transport. A robot lifting 30-pound payloads continuously runs for 2.5 hours. The same robot transporting empty totes runs for 4.5 hours. Profile your tasks by power consumption. Assign battery-intensive tasks to freshly charged robots. Reserve low-power tasks for robots at 40-60% charge.
Challenge 2: Gripper Calibration Failures on Novel Objects
According to NIST's Assembly Task Board research, robotic grippers struggle with precision assembly tasks. Peg insertions, gear meshing, and electrical connector insertions require sub-millimeter accuracy. This is the "hands problem" that Elon Musk has called the hardest challenge in humanoid robotics. It requires systematic force-torque sensor recalibration and compliance parameter tuning.
A gripper picks up cardboard boxes reliably for three weeks. Then it starts dropping plastic injection-molded parts. The objects look similar. The weight differs by 200 grams. The gripper's force threshold was calibrated for cardboard. Plastic parts slip through.
Why Grippers Fail
Inadequate tactile sensing prevents the gripper from detecting slip. Force-torque sensors drift over time. A sensor calibrated to zero at installation reads +0.3 Newtons after 500 operating hours. The robot thinks it's gripping with 5.3N when actual force is 5.0N. Objects slip.
Incorrect compliance settings cause crushing or dropping. Compliance controls how much the gripper "gives" when contacting an object. Soft objects (cardboard) need high compliance. Rigid objects (metal parts) need low compliance. A gripper set to high compliance crushes soft objects. Set to low compliance, it drops them.
Vision-guided grasp errors occur when lighting changes. A robot trained under 500-lux overhead lighting fails under 300-lux conditions. Shadows from moving workers confuse the vision system. The gripper targets the wrong grasp point.
NIST Assembly Task Board Benchmarks
NIST's ATB provides objective performance measurement. The board includes peg insertions with 0.1mm clearance, gear meshing requiring rotational alignment, and electrical connector insertions needing 2-5N insertion force. These tasks mirror real manufacturing operations.
Test your gripper against ATB standards monthly. Record success rates. A gripper achieving 95% success on peg insertions in month 1 drops to 87% by month 3. That signals calibration drift.
Solution: Force-Torque Sensor Recalibration
Remove all objects from the gripper. Command the gripper to open position. Record sensor readings. They should read zero on all axes. If readings show non-zero values, apply offset correction in the robot's control software.
Repeat this procedure weekly in high-dust environments. Monthly in clean assembly areas. Sensor drift accelerates in environments with temperature swings >10°C.
Troubleshooting Decision Tree
Symptom: Gripper drops object during transport
- Check force-torque sensor calibration → Zero the sensor, retry
- If still failing → Check compliance settings for object type
- If still failing → Inspect gripper fingers for wear or debris
- If still failing → Recalibrate vision system grasp points
Symptom: Gripper crushes soft objects
- Check compliance setting → Should be >50% for cardboard/foam
- If still failing → Reduce maximum grip force threshold
- If still failing → Inspect pressure sensors for damage
Symptom: Gripper misses grasp entirely
- Check vision system lighting conditions → Compare to training data
- If lighting changed → Retrain grasp detection under current conditions
- If lighting stable → Recalibrate camera intrinsic parameters
Compliance Parameter Settings by Object Type
| Object Type | Compliance Setting | Force Threshold | Typical Success Rate |
|---|---|---|---|
| Soft (cardboard boxes) | 60-80% | 3-5N | 92-97% |
| Semi-rigid (plastic parts) | 30-50% | 5-8N | 88-94% |
| Rigid (metal components) | 10-30% | 8-12N | 85-92% |
These values come from industry deployment data. Your specific objects may require adjustment. Start with these baselines. Iterate based on drop rates.
Challenge 3: Wi-Fi Latency in Metal-Dense Factories
Industrial automation standards specify that humanoid robots require sub-50ms latency for real-time manipulation tasks. Metal-dense factory environments cause Wi-Fi signal attenuation and multipath interference. Stamping plants and welding cells act as Faraday cages. This requires mesh network topology, 5G private networks using FCC CBRS band (3.5 GHz), and edge computing architectures for latency-sensitive operations.
A robot picks up a part. The vision system sends image data to a cloud server for processing. The server returns grasp coordinates. Round-trip time: 180ms. The part has already moved 2cm on the conveyor. The robot misses the grasp.
Why Metal-Dense Environments Kill Connectivity
Signal attenuation occurs when radio waves pass through metal structures. A 2.4 GHz Wi-Fi signal loses 20-30 dB passing through a steel I-beam. That's 99% signal loss. The robot 15 meters from an access point receives unusable signal strength.
Multipath interference happens when signals bounce off metal surfaces. The robot receives the same packet three times via different paths. Each copy arrives with different phase delays. The receiver can't decode the original signal. Packet loss exceeds 40%.
Faraday cage effects trap radio waves inside metal enclosures. A welding cell with metal mesh safety barriers blocks 95% of external Wi-Fi signals. The robot inside has no connectivity to the factory network.
Solution: 5G Private Networks Using FCC CBRS Band
Mesh network topology places access points every 30-50 meters in metal-dense environments. Each access point connects to 2-3 neighbors. If one fails, traffic routes through alternatives. A 10,000 square meter facility needs 15-20 access points. Budget $800-$1,200 per enterprise-grade access point.
5G private networks using FCC CBRS band provide dedicated spectrum at 3.5 GHz. The FCC allows industrial facilities to license CBRS spectrum for private use. No interference from consumer devices. Latency drops to 10-20ms. Deployment costs range from $50,000-$200,000 for mid-size facilities.
Edge computing architectures process latency-sensitive data locally. Install edge servers within 10 meters of robot work zones. Vision processing happens on-site. Only high-level commands travel to cloud systems. This reduces round-trip latency from 180ms to 15ms.
Latency Requirements by Task Type
| Task Type | Latency Requirement | Network Solution | Failover Protocol |
|---|---|---|---|
| Real-time manipulation | <50ms | Edge computing + 5G | Local autonomy mode |
| Navigation | 100-200ms | Mesh Wi-Fi or 5G | Task queue + safe-stop |
| Telemetry | 500ms+ | Standard Wi-Fi | Store-and-forward |
| Software updates | No real-time requirement | Wired Ethernet | Scheduled maintenance |
Real-time manipulation cannot tolerate latency spikes. A robot inserting connectors needs position updates every 20ms. Any delay causes insertion failures.
Failover Protocols
When connectivity drops, the robot must fail safely. Local autonomy mode allows the robot to complete its current task using onboard processing. It finishes the connector insertion. Then it stops and waits for network recovery.
Task queue + safe-stop works for navigation tasks. The robot stores the next 3-5 waypoints locally. If network drops, it navigates to the next waypoint. Then it stops in a designated safe zone. It doesn't wander blindly.
Store-and-forward handles non-critical telemetry. The robot logs sensor data locally. When connectivity returns, it uploads the backlog. No data loss occurs.
FCC CBRS Band Licensing for US Facilities
The FCC CBRS band (3.5 GHz) operates under a three-tier system. Tier 1: Federal incumbents (Navy radar). Tier 2: Priority Access Licenses (PAL) for commercial users. Tier 3: General Authorized Access (GAA) for unlicensed use.
Industrial facilities typically use GAA for cost savings. PAL licenses cost $10,000-$50,000 annually but guarantee interference-free operation. Consult with RF engineers to determine which tier fits your deployment.
Challenge 4: SLAM Navigation Drift in Cluttered Environments
According to NIOSH workplace safety research, which documented 41 robot-related fatalities in the US between 1992-2017, navigation reliability is critical for worker safety. Humanoid robots experience SLAM (Simultaneous Localization and Mapping) degradation in dusty, variable lighting, and cluttered conditions. This requires sensor fusion (LiDAR + vision + IMU) and periodic recalibration with fiducial marker placement.
A robot navigates a warehouse aisle reliably for two weeks. Then it starts drifting 10cm left of its planned path. Workers notice it brushing against storage racks. The drift accumulates over 50 meters of travel. At 100 meters, the robot is 20cm off course.
Why SLAM Systems Fail
Dust accumulation on sensors blocks LiDAR returns and camera images. A grinding operation generates metal dust. The dust settles on the robot's LiDAR dome. After 8 hours, the LiDAR range drops from 30 meters to 18 meters. The robot can't see obstacles beyond 18 meters.
Variable lighting conditions confuse vision-based SLAM. Welding flashes create 10,000-lux spikes. Shadows from moving forklifts change the visual features the robot uses for localization. The robot thinks it's in a different location.
Dynamic obstacles invalidate the static map. A worker parks a cart in the robot's path. The robot's map shows empty space. The robot's collision avoidance system detects the cart. But the localization system still thinks the space is clear. Position estimates drift.
Solution: Sensor Fusion with Fiducial Markers
LiDAR provides geometric data. It measures distances to walls, racks, and equipment. LiDAR works in darkness and bright light. But it can't distinguish between a cardboard box and a metal cabinet.
Vision provides feature data. Cameras detect visual landmarks like signs, equipment labels, and floor markings. Vision fails in darkness and struggles with glare. But it provides rich semantic information.
IMU provides orientation data. Inertial Measurement Units track acceleration and rotation. They work regardless of lighting or dust. But they drift over time without external corrections.
Fuse all three. LiDAR gives coarse position. Vision refines it. IMU fills gaps when LiDAR and vision fail temporarily.
Fiducial Marker Placement
Place QR codes or AprilTags every 10-15 meters along robot paths. The robot scans markers as it passes. Each marker provides absolute position correction. This prevents drift accumulation.
A robot traveling 100 meters without markers drifts 20cm. The same robot with markers every 15 meters drifts <2cm. The markers reset position estimates before errors compound.
Mount markers at 1.5-2.0 meters height. That's the robot's camera level. Ensure markers have clear sightlines. Don't place them behind equipment or in shadowed corners.
Recalibration Schedules by Environment Type
| Environment Type | Dust Level | Lighting Variability | Recalibration Frequency |
|---|---|---|---|
| Stamping plant | High | Moderate | Weekly |
| Welding cell | Moderate | High (flash) | Weekly |
| Assembly line | Low | Low (stable) | Monthly |
| Warehouse | Low | Low (stable) | Monthly |
Weekly recalibration involves cleaning sensors and re-scanning the environment. Monthly recalibration updates the static map to reflect layout changes.
High-dust environments need sensor cleaning every shift. Assign maintenance staff to wipe LiDAR domes and camera lenses. This takes 2 minutes per robot.
Safety Implications Under ISO 10218-1:2025
The NIOSH data shows robot-related fatalities occur when machines move unpredictably. A robot drifting 20cm off course enters a worker's path. The worker doesn't expect the robot there. Collision risk increases.
ISO 10218-1:2025 safety requirements mandate predictable robot motion in collaborative environments. Navigation drift violates this requirement. Implement the recalibration schedules above to maintain compliance.
Challenge 5: Legacy MES Integration
According to the International Federation of Robotics 2026 trends report, IT/OT (Information Technology/Operational Technology) convergence is a top priority for industrial automation. Humanoid robots must connect with legacy MES platforms like Rockwell FactoryTalk, Siemens Opcenter, and SAP MES. This requires API-first integration architectures using OPC-UA for industrial protocols and REST APIs for cloud connectivity.
A robot completes a task. The MES system doesn't know. Production schedules show the task incomplete. Inventory counts don't update. Quality data sits on the robot's local storage. It never reaches the central database.
Why MES Integration Is Critical
Work order management tells the robot what to build. The MES system sends a work order: "Transport 50 totes from Zone A to Zone B." The robot executes. The MES marks the order complete. Without integration, the robot works blind.
Quality data collection captures process metrics. The robot's gripper force sensor records 6.2N during a connector insertion. That data flows to the MES. The MES compares it to the 5.0-7.0N specification. The part passes quality checks. Without integration, quality data dies on the robot.
Production scheduling optimizes factory throughput. The MES knows Robot 1 finishes Task A in 12 minutes. It schedules Robot 2 to start Task B at minute 13. Without integration, scheduling becomes manual guesswork.
Inventory tracking maintains material flow. The robot picks up a tote of parts. The MES decrements inventory at the source location. It increments inventory at the destination. Without integration, inventory records diverge from reality.
Solution: OPC-UA and REST API Architecture
OPC-UA for industrial protocols connects robots to PLCs and SCADA systems. OPC-UA is the standard industrial protocol for machine-to-machine communication. It handles real-time data exchange with <100ms latency. The robot publishes joint positions, sensor readings, and task status to OPC-UA servers. PLCs subscribe to these data streams.
REST APIs for cloud/ERP connectivity link robots to enterprise systems. SAP MES exposes REST APIs for work order management. The robot sends HTTP POST requests with task completion data. The MES responds with the next work order. This layer handles non-real-time data exchange.
Digital twin synchronization maintains a virtual replica of the robot's state. The physical robot updates its digital twin every second. The digital twin runs in the cloud. It provides a single source of truth for analytics, simulation, and monitoring.
US-Specific MES Platforms
| Platform | Vendor | US Location | Protocol Support | Humanoid Integration Status |
|---|---|---|---|---|
| FactoryTalk | Rockwell Automation | Milwaukee, WI | OPC-UA, REST | Pilot deployments |
| Opcenter | Siemens | Alpharetta, GA | OPC-UA, REST | Early adopters |
| SAP MES | SAP | Newtown Square, PA | REST, OData | Under development |
Rockwell FactoryTalk dominates US automotive manufacturing. Siemens Opcenter leads in discrete manufacturing. SAP MES serves enterprise-scale deployments across industries.
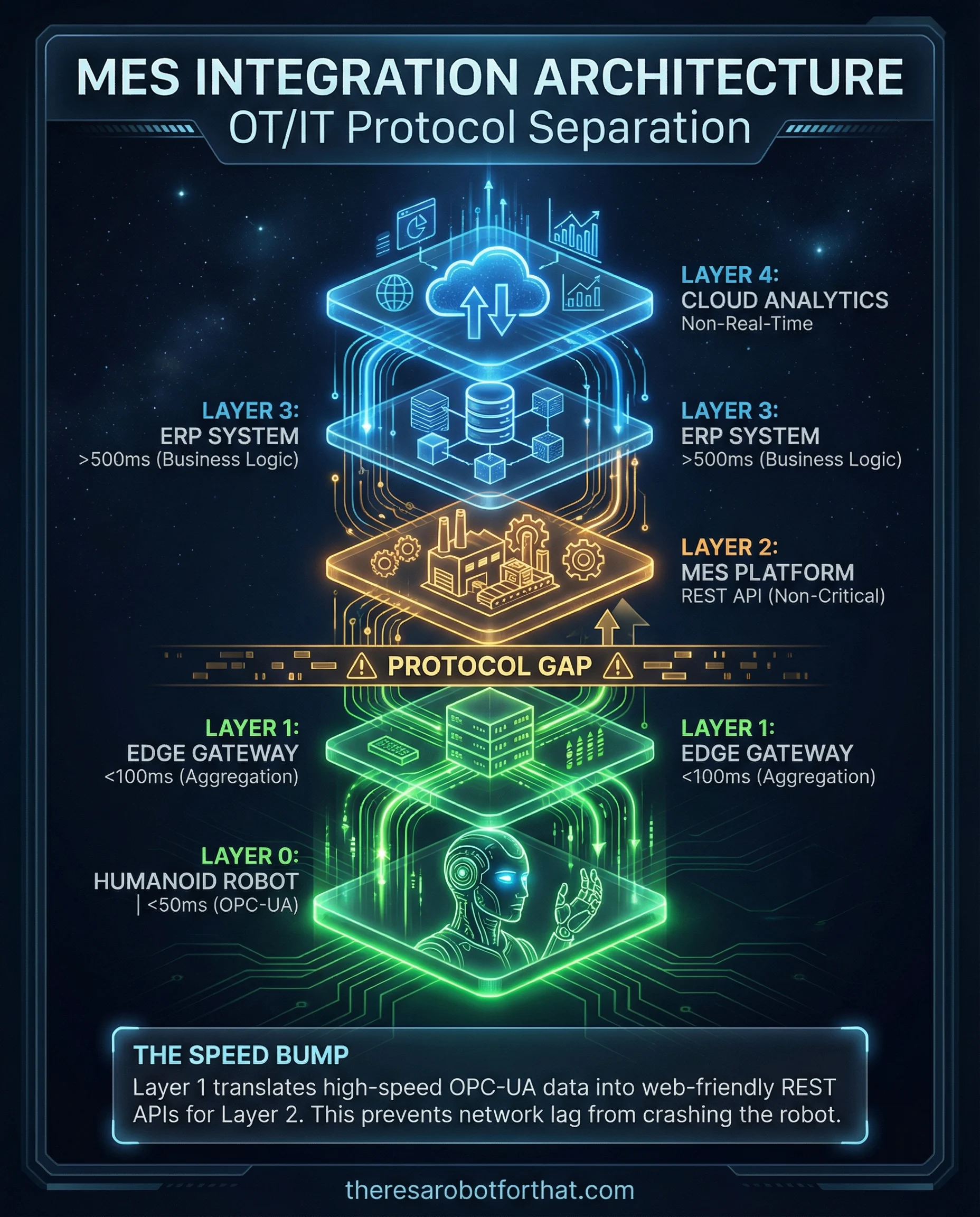
Data Flow Architecture
Robot → Edge Gateway: The robot publishes sensor data and task status via OPC-UA. The edge gateway sits on the factory floor. It aggregates data from multiple robots.
Edge Gateway → MES: The edge gateway translates OPC-UA data to REST API calls. It sends work order updates to the MES. The MES responds with new tasks.
MES → ERP: The MES syncs production data to the ERP system. The ERP handles business logic: procurement, invoicing, financial reporting.
ERP → Cloud Analytics: The ERP exports data to cloud analytics platforms. Data scientists analyze production trends. They identify optimization opportunities.
Each layer uses different protocols. OPC-UA for real-time industrial data. REST for business system integration. This separation prevents cloud latency from affecting factory floor operations.
Security Considerations
Network segmentation isolates factory floor networks from corporate IT. The robot network operates on VLAN 10. The corporate network uses VLAN 20. Firewall rules permit only specific API traffic between VLANs.
Authentication requires API keys or OAuth tokens. The robot authenticates to the MES using a unique API key. Keys rotate every 90 days. Compromised keys affect only one robot, not the entire fleet.
Encrypted communications protect data in transit. OPC-UA supports TLS encryption. REST APIs use HTTPS. This prevents eavesdropping on production data.
Communication Roadmap: Managing Workforce Expectations
According to UC Berkeley roboticist Ken Goldberg, the "100,000-year data gap" between human experience and robot training data means humanoids will augment rather than replace workers. This requires transparent communication about pilot limitations, hands-on training for maintenance teams, and structured feedback loops for continuous improvement.
A facility announces a humanoid robot pilot. Floor workers hear "robot." They think "job loss." Anxiety spreads. Productivity drops during the pilot's first month.
Week 1-4: Pilot Launch Phase
Transparency about limitations sets realistic expectations. Tell workers: "This robot handles tote transport. It won't replace assembly workers. It frees you from repetitive lifting." Show the robot's current capabilities. Demonstrate its failures. A robot that drops objects 5% of the time needs human oversight.
Safety protocols protect workers and robots. Designate robot-only zones with floor markings. Train workers on emergency stop procedures. Place e-stop buttons every 15 meters along robot paths. Workers must know: "If the robot moves unexpectedly, hit the red button."
Reporting procedures for issues capture problems early. Give workers a simple form: "What happened? When? Where?" A worker reports: "Robot stopped in aisle 3 at 2:15 PM." Maintenance investigates. They find a network connectivity issue. They fix it before the next shift.
Month 2-3: Training Phase
Hands-on training for maintenance teams builds internal expertise. Teach battery swap procedures. Show force-torque sensor calibration. Explain SLAM recalibration. Training takes 2-3 months for maintenance proficiency.
A maintenance technician learns to diagnose gripper failures. The robot drops parts. The technician checks the decision tree. Force-torque sensor reads +0.3N at zero load. The technician recalibrates. Problem solved. No vendor support call needed.
Shadowing robot operations familiarizes workers with robot behavior. Assign a worker to observe the robot for one full shift. They see how it navigates. They learn its movement patterns. They understand when to give it space.
Month 4-6: Feedback Integration Phase
Structured feedback loops drive continuous improvement. Hold weekly meetings with floor workers. Ask: "What worked this week? What didn't?" A worker says: "The robot blocks aisle 2 during shift changes." You adjust the robot's schedule. It charges during shift changes instead of working.
Issue tracking quantifies problems. Use a simple spreadsheet. Columns: Date, Issue, Severity, Resolution. After 3 months, you have data. "Gripper failures: 12 incidents. Navigation drift: 8 incidents. Network drops: 3 incidents." You prioritize fixes based on frequency.
Continuous improvement based on floor worker input shows workers their feedback matters. A worker suggests: "Move the charging station closer to Zone B." You calculate: that saves 2 minutes per charge cycle. Over a month, that's 40 minutes of productive time. You move the station. You credit the worker in the next team meeting.
Long-term: Career Development Pathways
Robot technician certifications create new career paths. Partner with community colleges. Offer robotics maintenance courses. Workers earn certifications. They become robot technicians. Their pay increases. Their job security improves.
Career progression for maintenance staff shows advancement opportunities. Entry-level: Robot operator (monitors robots, calls for help). Mid-level: Robot technician (performs basic maintenance). Senior-level: Robotics engineer (designs deployments, optimizes performance).
Upskilling opportunities prevent obsolescence. A forklift operator learns to program robot waypoints. An assembly worker learns to calibrate grippers. They're not replaced. They evolve.
Common Pitfalls
Skipping the communication roadmap. Workers resist what they don't understand. Communicate early and often.
Underestimating network infrastructure needs. Standard Wi-Fi fails in metal-dense factories. Budget for mesh networks or 5G.
Ignoring recalibration schedules. SLAM drift compounds over weeks. Weekly recalibration prevents safety incidents.
Choosing tasks too complex for day one. Start with tote transport. Multi-step assembly fails in early pilots.
Deploying without MES integration. Robots that don't talk to your MES create data silos. Plan integration from day one.
Limitations & Alternatives
This content does not cover specific vendor selection criteria. It focuses on operational challenges, not purchasing decisions. For vendor comparisons, consult industry analysts.
This content does not include financial ROI modeling. ROI calculations depend on facility-specific labor rates, task complexity, and deployment scale. See the comprehensive deployment planning guide for ROI frameworks.
This content does not provide detailed safety compliance procedures. Safety standards vary by facility and jurisdiction. Consult certified safety engineers per ANSI/RIA R15.06 safety compliance requirements.
This content does not cover programming and AI training methodologies. It focuses on deployment, not development.
Alternative Approaches
For facilities not ready for humanoid pilots, traditional industrial robots offer proven reliability. Six-axis arms, AMRs, and cobots have decade-long track records. They cost less. They integrate more easily.
For specific tasks, specialized automation may provide better ROI. Palletizers, welders, and AGVs excel at single functions. A palletizer handles 1,200 cases per hour. A humanoid handles 60. If your task is palletizing, buy the palletizer.
For high-variability environments, human workers with assistive exoskeletons may be more practical. An exoskeleton reduces lifting strain. It costs $5,000-$8,000. A humanoid costs $30,000-$150,000. If variability is extreme, augment humans instead of replacing them.
When Professional Consultation Makes Sense
RF engineering for 5G private network design requires FCC compliance expertise. Hire RF engineers with CBRS licensing experience.
MES integration architecture requires IT/OT security and protocol expertise. Hire systems integrators with OPC-UA and REST API experience.
Safety risk assessment requires certified safety engineers per ANSI/RIA R15.06. Don't attempt this internally unless you have certified staff.
ROI modeling for CapEx vs. RaaS decisions requires financial analysis. Hire consultants who specialize in manufacturing automation economics.
Conclusion
Humanoid robot pilot challenges in US manufacturing center on five operational barriers. Battery range anxiety requires hot-swappable protocols and charging station placement. Gripper failures need NIST ATB benchmarks and force-torque recalibration. Wi-Fi latency demands mesh networks and 5G private networks using CBRS band. Navigation drift requires sensor fusion and fiducial markers. MES integration needs OPC-UA and REST APIs connecting to Rockwell, Siemens, and SAP systems.
These five solutions address the critical humanoid robot pilot challenges that Gartner predicts will prevent most companies from scaling to production by 2028. Moving from "pilot purgatory" to reliable 24/7 operation requires systematic troubleshooting, not just better hardware. Robotics engineers who implement these protocols can achieve the reliability that separates successful deployments from stalled pilots.
FAQ
What are the challenges of humanoid robots?
Humanoid robots face perceptual robustness, adaptive locomotion, dexterity, energy efficiency, and software maturity challenges. According to research published in IEEE/CAA Journal of Automatica Sinica, these challenges manifest operationally as battery range anxiety (1.5-4 hour runtime), gripper failures on novel objects, Wi-Fi latency in metal-dense factories, navigation drift in cluttered conditions, and legacy MES integration complexity.
What are the disadvantages of humanoid robots?
Humanoid robots suffer from energy inefficiency, limited speed, immature software, high costs, and uncertain ROI. According to the International Federation of Robotics 2026 trends report, disadvantages include frequent charging requirements, lower payload capacity than specialized robots, extensive training data needs, and upfront costs of $20,000-$150,000+ per unit. Gartner predicts fewer than 20 companies will scale humanoids to production by 2028.
How much longer would solid state batteries extend humanoid robot operation?
Solid-state batteries could extend humanoid operation by approximately 50% compared to lithium-ion systems. Industry analysis suggests runtime could increase from 4 hours to 6 hours per charge, with faster charging under 15 minutes and improved safety through elimination of flammable liquid electrolytes. However, solid-state batteries remain in development for robotics applications, with commercial availability not expected until 2027-2028 for humanoid platforms.
What is the human-robot interaction problem?
The human-robot interaction problem involves ensuring worker safety in mixed environments where humans and robots share workspace. According to NIOSH research, which documented 41 robot-related fatalities in the US between 1992-2017, this requires collision avoidance systems, emergency stop protocols, and compliance with OSHA General Duty Clause and ANSI/RIA R15.06 safety standards. For humanoid robots, dynamic locomotion and unpredictable navigation in cluttered environments amplify this challenge.
What are the 7 biggest challenges in robotics?
The seven biggest robotics challenges are manufacturing cost reduction, human-robot collaboration safety, power sources, mapping and navigation, privacy and cybersecurity, dexterity, and perception under uncertainty. According to comprehensive robotics research reviews, these span technical and economic domains. For humanoid robots specifically, challenges 2-4 (collaboration safety, power sources, navigation) and 6-7 (dexterity, perception) are most critical for pilot-to-production scaling in US manufacturing environments.
References
-
Gartner Press Release (Jan 21, 2026) - Fewer than 20 companies will scale humanoid robots to production by 2028 - https://www.gartner.com/en/newsroom
-
International Federation of Robotics (IFR) - 2026 Trends - Global industrial robot market reaches $16.7 billion; IT/OT convergence as top priority - https://ifr.org/ifr-press-releases/news/top-5-global-robotics-trends-2026
-
Figure AI - F.03 Battery Specifications - 2.3 kWh battery enabling 5 hours peak performance with 2 kW fast-charging - https://www.figure.ai/
-
NIST - Assembly Task Boards (ATBs) - Benchmarks for peg insertions, gear meshing, electrical connector insertions based on Boothroyd-Dewhurst DFA studies - https://www.nist.gov/el/intelligent-systems-division-73500/robotic-grasping-and-manipulation-assembly/assembly
-
CDC/NIOSH - Robot Safety Statistics - 41 robot-related fatalities in US (1992-2017); workplace safety research - https://www.cdc.gov/niosh/robotics/about/index.html
-
UC Berkeley - Ken Goldberg Interview - "100,000-year data gap" concept; augmentation vs. replacement - https://vcresearch.berkeley.edu/news/are-we-truly-verge-humanoid-robot-revolution
-
IEEE/CAA Journal - Humanoid Robots Review - Five core challenges: perceptual robustness, adaptive locomotion, dexterity, energy efficiency, software maturity - https://ui.adsabs.harvard.edu/abs/2024ICJAS..11..301T/abstract
-
OSHA - Robotics Standards - ANSI/RIA R15.06 (US adoption of ISO 10218); safety compliance requirements - http://www.osha.gov/robotics/standards
-
International Organization for Standardization (ISO) - ISO 10218-1:2025 safety requirements for industrial robots - https://www.iso.org/standard/73933.html
-
U.S.-China Economic and Security Review Commission - Humanoid development accelerating due to generative AI - https://www.uscc.gov/research/humanoid-robots